金属3Dプリンター
造形受託サービス
不可能を可能にする、次世代の製造技術
Making the impossible possible.
Next-generation manufacturing technology.
造形受託サービス ご依頼の流れ よくある質問 関連コラム
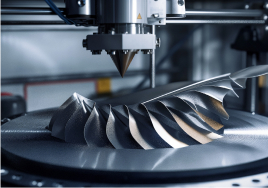
金属3Dプリンターとは?
金属3Dプリンターとは、金属材料で
立体の造形物を製造する装置です。
金属材料は造形方式や機械によって、
材種は異なりますが、
一般的には工具鋼、ステンレス、インコネル、
銅合金など様々あります。
金属材料の特性を活かした造形物の製作が可能です。
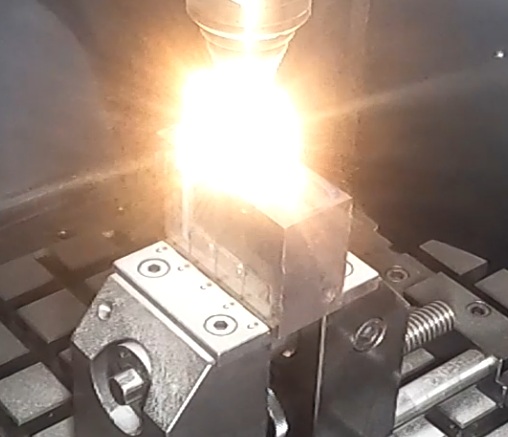
金属3Dプリンターは、金属の塊を削るのとは異なり、
金属材料を一層ごと積み重ねて積層していきます。
金属材料はレーザー等のエネルギーで
溶融・凝固を繰り返しながら積層していきます。
この積層技術を利用し中空構造などの
複雑な形状も製作が可能(造形方式による)です。
部品製作をするうえで、型製作も必要ありませんので、
試作部品や特殊部品の製造にも向いています。
代表的な造形方法と用途はこちらになります。
金属3Dプリンターの
主な造形方式と比較表
表は左右にスクロールできます。
| 方式 | 他名称 | 仕組み | メリット | デメリット | 用途 |
|---|---|---|---|---|---|
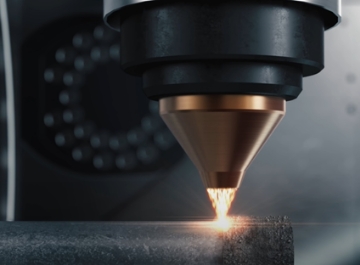
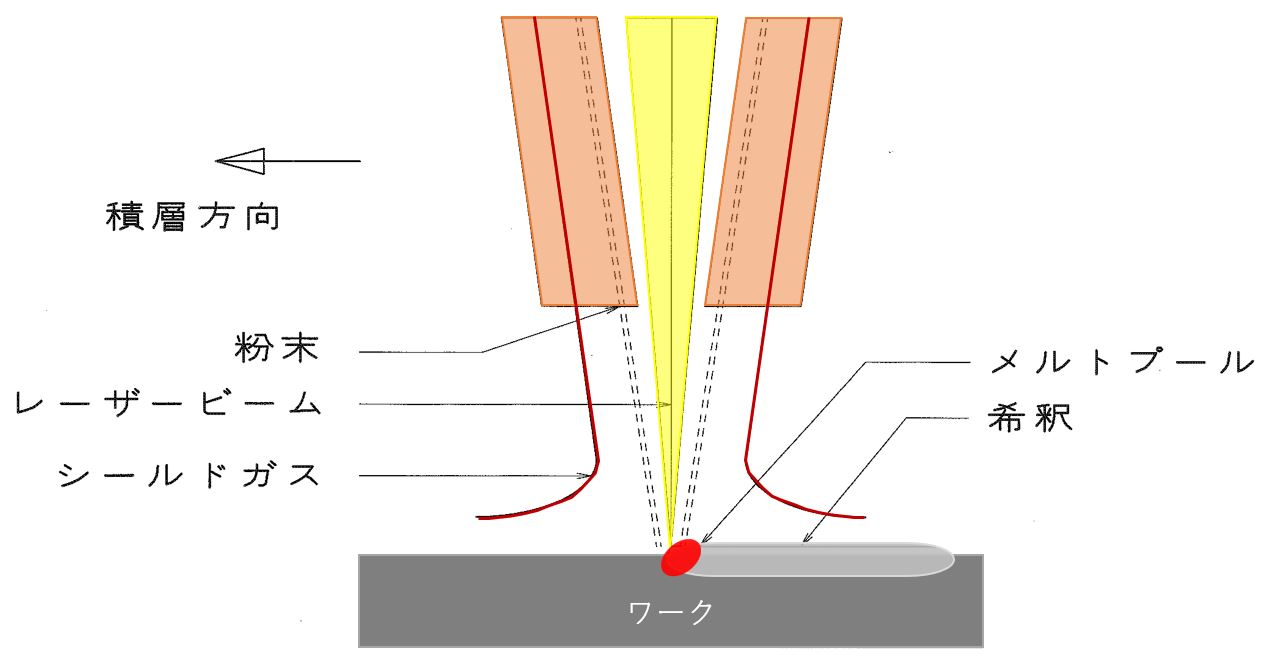
| デポジション方式(DED) | 指向性エネルギー堆積法 Directed Energy Deposition |
集束させた熱エネルギーを利用して、材料を溶融して結合、堆積させるプロセス(JIS B 9441による)レーザー(熱源)をワークに照射し、金属粉末を吹き付け溶融・凝固させ積み重ねます。 |
|
|
大型部品、 |
| パウダーベッド 方式(PBF) |
粉末床溶融結合法 Powder Bed Fusion |
熱エネルギーを利用して粉末床選択的に 溶融凝固するプロセス(JIS B 9441による)粉末金属を薄く敷き詰め、造形部分にレーザー(もしくは電子ビーム)を照射し、溶融・凝固させます。 これらを何層も積み重ねて造形する方法です。 |
|
|
小物部品、 |
| バインダー ジェット方式(BJT) |
結合剤噴射法 Binder Jetting |
液状の結合剤を選択的に供給して粉末材料を結合するプロセス(JIS B 9441による)粉末金属を薄く敷き詰め、造形部分に液体の結合剤(バインダー)吹き付け、固体化させます。 これらを何層も積み重ねて造形する方法です。 |
|
|
小物部品、 |
| 熱溶解積層方式(FDM) | 原子拡散積層造形 (ADAM方式) Atomic Diffusion Additive Manufacturing |
ノズル又はオリフィスから材料を押し出し、選択的に供給するプロセス(JIS B 9441による)熱で溶かしたフィラメントを層状に積み重ねて造形する方法です。 |
|
|
小物部品、 |
最終更新日:2024年11月
フジでは
DED方式の金属3Dプリンター
(LASERTEC 65 DED hybrid)
を導入しております。
協力会社様にて、
PBF方式の造形受託も承っておりますので、
お気軽にご相談ください。
フジの金属3Dプリンター
造形受託サービス
設計から検査までの一貫した生産体制!
これまで培った金型ノウハウを活かした、
次世代の製造技術サービスを提供します。
フジの金属3Dプリンター
造形受託サービス

金型メンテナンス
(金型リペア)
従来の手作業によるTIG溶接の金型補修が、DED方式の金属3Dプリンターでは「除去加工」→「レーザー溶接」→「切削仕上」が1台ワンチャッキングで行うため、段取り替え不要の自動化が可能です。
安定性向上とリードタイム短縮を実現いたします。
特殊部品の製造
(補修)
ニアネット造形による部品軽量化や材料コストダウンなど様々なご要望にもお応えいたします。
航空宇宙、エネルギー産業などの高温・極低温の極限環境の使用に耐えうる材料を必要な範囲に付加するなど、自由な設計に対応可能です。
異種金属結合
異種金属結合とは、マルチマテリアルやバイメタルともよばれ、2種の異種金属を結合させる技術です。
熱膨張率の異なる組み合わせや硬さの異なる組み合わせなど、材料特性に応じた結合が可能です。
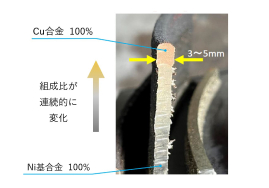
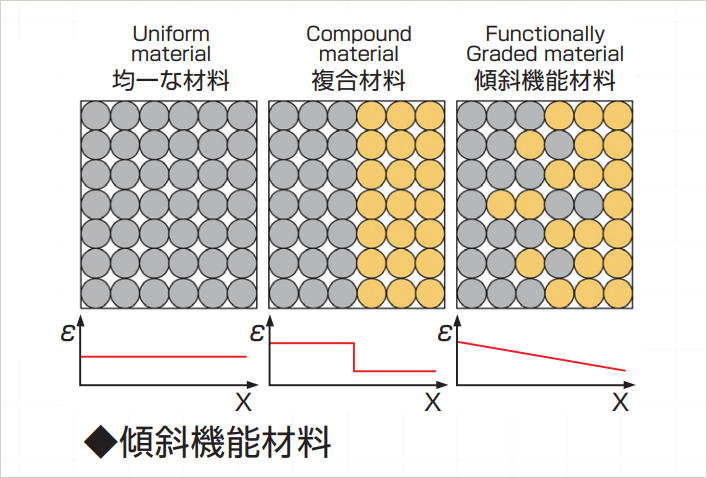
傾斜機能材料
傾斜機能材料(FGM:Funcionally Graded Materials)とは、材料の構成や性質が徐々に変化することで、製品の特定の部分に特化した機能を持たせることができる新しいタイプの材料です。従来の均一な材料と比較して、耐久性や耐熱性、軽量化などの特性を向上させることが可能です。
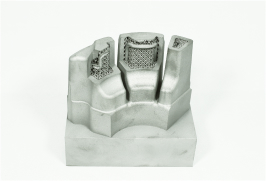
造形品サンプル
| 特徴 | バイメタル部品材 |
|---|---|
| 造形時間 (切削時間は除く) |
40min |
| 母材 | アルミニウム青銅(インゴット削り出し) |
| 熱伝導率 | 80W/(m・K) |
| 造形部 | SKD61相当材(LTX) |
|---|---|
| 熱伝導率 | 25W/(m・K) |
| 硬度 | HRC52(造形まま) |
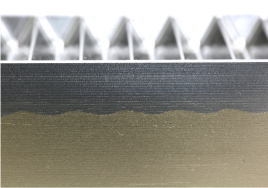
ダイカスト型特有のチルベント(※)をバイメタルにて製作しました。
冷却効果を高めたいチルベントには最適な設計です。お客様仕様のチルベント形状にてバイメタル化が可能です。
※チルベント:キャピティ内のガスを大量に排気可能なガス抜きで溶湯の吹き出しを防ぐため、冷却効果が大きい波板形状を有するブロックのことで、マッシブベントやマスベントともいいます。チルベントは、クリアランスが0.4~0.6mmで波板数が4~15段、幅が20~200mmなど多様であり、製品によって使い分けています。
引用:日本鋳造工学会
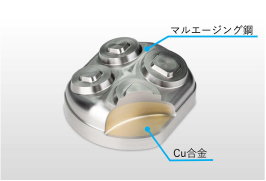
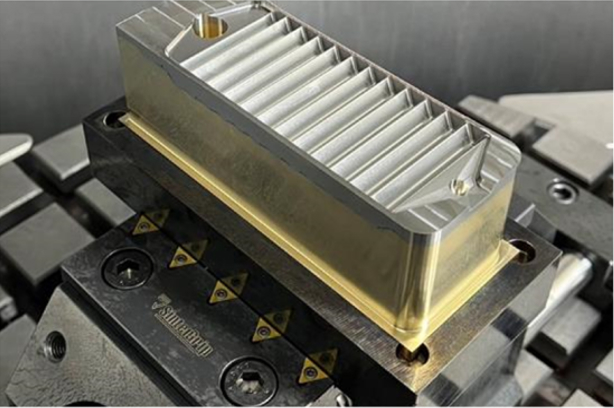
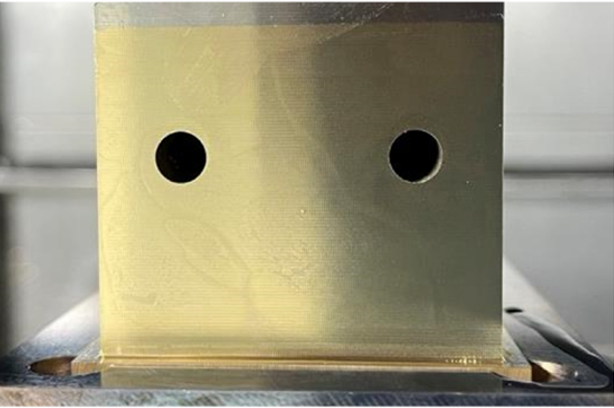
バイメタル燃焼室入子
| 粉末材 | マルエージング鋼 |
|---|---|
| 造形時間 (切削時間は除く) |
70min |
冷却を促進するため、鋳造型の部品内部を銅合金で製作したサンプル品です。
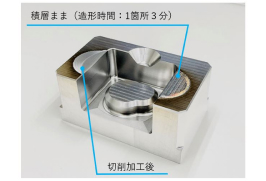
金型補修
| 粉末材 | SKD61相当材(HTC™45) |
|---|---|
| 造形時間 (切削時間は除く) |
10min |
金型補修を模擬したサンプル品です。巾30mm×深さ10mmの凹形状部への造形時間が1箇所約3分で終わるほどのスピーディな造形が可能です。
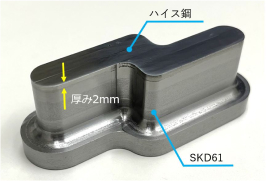
トリム型 刃先部品
| 粉末材 | M2ハイス |
|---|---|
| 造形時間 (切削時間は除く) |
20min |
刃先部分を高硬度なハイス鋼で造形したサンプル品です。
このように適材適所の用途で材料の選択が可能になります。
PBF造形による金型部品
| 粉末材 | マルエージング鋼 |
|---|---|
| 造形時間 (切削時間は除く) |
--- |
協力会社様にて、PBF方式の金型部品製作も承っています。PBF造形品の補修はDED方式にて解決いたします。
写真:株式会社キャステック様提供
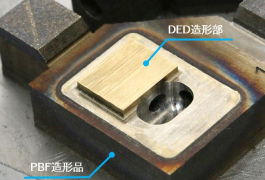
PBF品への付加造形
| 粉末材 | Cu-10Al |
|---|---|
| 造形時間 (切削時間は除く) |
--- |
PBF造形品の一部に銅合金をDED造形したサンプル品です。このような複合的な活用も可能になります。
フジで導入しているDED方式
金属3DプリンターLASERTEC 65 DED hybrid の概要
LASERTEC 65 DED hybrid特徴
- ワークサイズ φ500×400(ワーク総重量600kg)まで対応可能
- レーザー金属積層造形と同時5軸加工のハイブリッドマシン
- ツインパウダーフィーダによる異種金属材料の結合
- 積層材の比率を連続的に変化させた傾斜機能材料
- 5つのプロセスモニタリングによる造形プロセスの信頼性
メルトプールセンサ
造形距離センサ
粉末流量センサ
温度センサ
(測定範囲20℃~900℃)
粉末キャリブレーションセンサ

- 金型寿命向上
(Quality) -
従来比、なんと3倍以上!?メンテナンスサイクルが延び生産性の向上が期待されます。
海外のとある研究によるとDEDで修復した金型は従来より寿命が3~8倍に向上したという論文があります。 - 溶接工程自動化
(Cost) -
手作業で8時間掛かるTIG溶接が、DEDによるレーザー溶接ではなんと1時間で溶接が可能になります。
溶接面積、ビードサイズ、入熱量など、プログラムでの数値制御。
溶接不足などの手戻り作業もなく、機上で溶接が可能なので段取り替えも不要です。 - リードタイム短縮
(Delivery) -
段取りしたらスタートするだけで、24時間稼働できます。
溶接前の「除去加工」→「レーザー溶接」→「切削仕上」が1台ワンチャッキングで行うため、段取り替え不要の無人化が可能になります。

DED方式による積層造形が可能

同時5軸加工機を併用した
ハイブリッドマシン

ツインパウダーフィーダによる
異種金属材料の結合
写真:DMG森精機株式会社様提供
過去に実績のある材料一覧
造形性や材料特性は別途お問い合わせください。
また、造形実績のない材料も条件開発から承ります。
※チタンやアルミ粉末は造形手法上、粉塵爆発の可能性があるので対応不可となります。
表は左右にスクロールできます。
| 材料名 | メーカー | 相当鋼種 | 粒径(μm) | 用途 | 造形性 (◎-○-△) |
|---|---|---|---|---|---|
| HTC™45 | 大同特殊鋼 | SKD61(改) | -150/53 | 金型 | ◎ |
| LTX™ | 大同特殊鋼 | SKD61(改) | -150/53 | 金型 | ◎ |
| SUS316L | 大同特殊鋼 | 316L(改) | -150/53 | 耐食部品 | ◎ |
| PI718 | 山陽特殊製鋼 | Inconel®718 | -105/53 | 航空機部品、金型 | ◎ |
| PSS630 | 山陽特殊製鋼 | SUS630 | -105/53 | 耐食部品、耐食金型 | ◎ |
| T12 | 山陽特殊製鋼 | SDK61(改) | -105/53 | 金型 | ◎ |
| 開発鋼種 | 山陽特殊製鋼 | Cu合金(高強度タイプ) | -105/53 | バイメタル金型 | 〇 |
| 開発鋼種 | 山陽特殊製鋼 | Cu合金(高熱伝導タイプ) | -105/53 | バイメタル金型 | △ |
| 開発鋼種 | 山陽特殊製鋼 | Cu-10AI | -125/38 | バイメタル金型 | ◎ |
| 開発鋼種 | Sandvik | 高速度工具鋼(M2ハイス) | -106/45 | ブレストリミング金型 | 〇 |
| 開発鋼種 | TANiOBIS | Nb | -106/45 | 航空宇宙・エネルギー産業 向け部品 |
△ |
最終更新日:2024年 11月4日
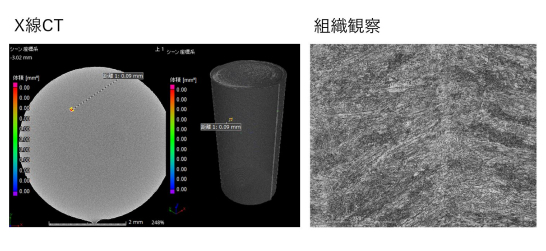
造形密度と断面観察
鋼種により、造形密度は異なります。特に銅合金は造形プロセス上難易度が高く、造形密度が劣ります。
現在、株式会社フジでは造形性の良い銅合金の選定、またお客様のニーズに応えるため、材料メーカー様と鋼種の開発を進めております。
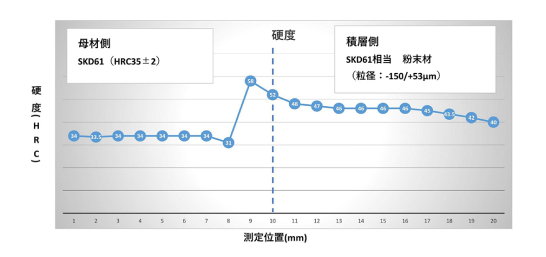
硬さ測定
一部の鋼材(SKD61相当材)では造形プロセスにより時効硬化が得られることが分かっており、造形ままの状態で最適な硬度に変化されます。
情報がない鋼種については基礎試験から承ります。
CONTACT
Please feel free to contact us.
お問い合わせ
製品・サービスについてのお問い合わせは
メールフォームからお寄せください。
資料ダウンロード
フジをより深く知って頂きたく、技術情報等も
アップしておりますので、お気軽にご利用ください。
ご依頼の流れ
STEP 01
お問い合わせ・
ヒアリング
お客様の想定されている造形品および金属粉末を教えてください。
具体的な造形範囲や条件が分かるモデルか図面があるとヒアリングもスムーズになります。
STEP 02
お見積り・ご注文
ヒアリングさせて頂いた内容でお見積りをご提出させていただきます。
実績のない金属粉末は材料メーカーへの問い合わせになる場合も御座います。
STEP 03
工程検討・CAM
ご注文後、製作工程検討およびCAM作業に着手いたします。
必要に応じて、都度お打ち合わせをお願いしております。
STEP 04
部品製作(補修)・
調整・品質検査
検討が終わり次第、製作に着手いたします。
ご希望があれば、製作途中の立ち合いも可能です。
STEP 05
納品
検査チェック後に速やかに納品いたします。
自社便でお伺いすることも可能ですので、ご評価をお聞かせいただけると幸いです。
よくあるご質問
1.金属粉末からの積層品は、インゴット品と比較して密度や組織に違いはないのでしょうか?
造形実績のある一部材料では基礎試験を行っております。試験結果の可否は材料・用途・部品によって異なりますので、ご判断はお客様に委ねております。
基礎試験結果のない材料は造型後の基礎試験から承ります。
2.DED造形品の基礎試験を検討中なのですが、試験片のみの製作は可能でしょうか?
可能です。試験片のサイズや形状をご指示いただければ製作可能です。
3.バイメタル部品はどのうような形状でも造形可能でしょうか?
厳密には制限が御座います。造形プロセス上(溶融するため)、薄肉や細い形状は母材が浮き出る可能性があるので、最低3mm以上は造形肉厚を確保したいです。逆に母材側も薄肉では変形のおそれがあるので、薄肉は避けたほうが良いと思われます。
4.銅合金の造形を検討していますが、どのような造形や材種が可能でしょうか?
開発中の案件も御座いますので、別途お問い合わせください。
5.注文後、納期はどのくらいになりますか?
ご注文を頂いた順番に造形スケジュールを策定しておりますので、ご注文後に弊社営業担当からご連絡いたします。
関連コラム

金型の刃先のみをDED造形する技術|リードタイム短縮・コスト削減を実現
プレス型やダイカットロールなど、刃先に高い硬度が求められる金型においては、従来から加工コストやリード...
純タングステンのDED造形による金型への適用可能性
鋳造用金型において、耐摩耗性の向上は品質と寿命を左右する重要な要素です。 本記事では、純タングステン...
DED方式を用いた金属3Dプリンタで実現する傾斜機能材料の革新
目次 1.金属3DプリンタのDED方式とは? 2.DED方式の特徴:2種類の材料を同時供給 3.傾斜...
金型メーカーが伝えたい金属3Dプリンタの選び方
目次 (1)はじめに (2)DEDとPBFの成長率 (3)DEDとPBFの成熟度 (4)DEDの同義...
DEDとは??金属3Dプリンターの造形方法,DED(Directed Energy Deposition)方式
今回は、DED方式について解説します。目次 1、DED(Directed Energy Deposi...
CONTACT
Please feel free to contact us.
お問い合わせ
製品・サービスについてのお問い合わせは
メールフォームからお寄せください。
資料ダウンロード
フジをより深く知って頂きたく、技術情報等も
アップしておりますので、お気軽にご利用ください。