純タングステンのDED造形による金型への適用可能性
鋳造用金型において、耐摩耗性の向上は品質と寿命を左右する重要な要素です。
本記事では、純タングステンをDED方式で造形し、金型へ適用する取り組みと、現在の開発状況についてご紹介します。

目次
1. タングステンの特徴と従来の課題
鋳造用金型を多く手がける当社では、耐摩耗性が求められる部位に対して、焼結タングステン合金部品を組み込むケースがあります。
タングステンは非常に高い耐摩耗性を有しており、過酷な使用環境においても優れた性能を発揮します。
一方で、
・材料コストが高い
・入荷までに時間を要する
といった課題があり、リードタイムの長期化につながる点が問題となっていました。
2. 金型への適用における問題点
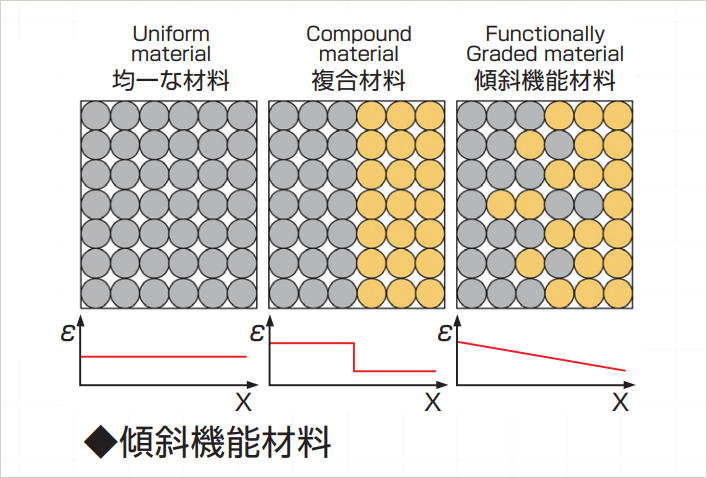
さらに、一般的な金型材であるSKD61とタングステンでは、線膨張係数に大きな差があります。
そのため、温度上昇時に両者の間に隙間が生じ、
その隙間に溶湯(アルミニウムなど)が侵入することで、
製品不良や金型損傷につながるケースが発生することがあります。
このように、
「高性能だが扱いが難しい材料」
という点が、タングステン適用の大きな課題となっていました。
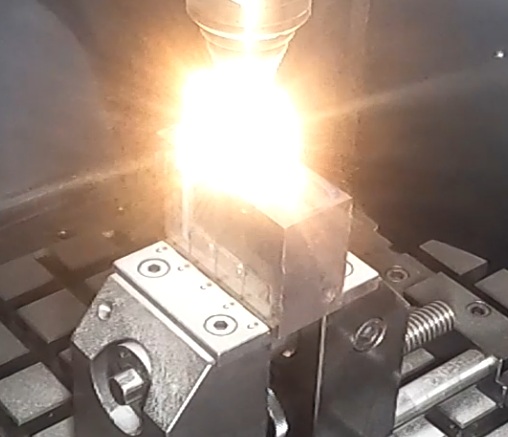
3. DEDによる純タングステン造形への取り組み
これらの課題を解決する手段として、当社では
必要な箇所にのみタングステンを付加する「DED造形」に着目しました。
DED方式を用いることで、
・必要最小限の範囲に材料を適用
・部品製作・組付け工程の削減
・リードタイム短縮
が可能となります。
こうしたニーズを背景に、当社では純タングステンのDED造形に取り組み、
現在は造形条件の開発および試験造形の段階にあります。
4. 技術的課題と開発のポイント
タングステンは融点が約3000℃と非常に高く、
金属AMにおいても特に難易度の高い材料の一つです。
開発初期段階では、
・造形後の割れ
・巣穴(ポロシティ)の発生
・母材を巻き込んだ割れ
など、多くの課題が発生しました。
これらに対し、トライ&エラーを繰り返しながらパラメータの最適化を進め、
現在では割れや巣のない状態で造形できる条件の確立に至っています。
ただし、本技術はまだ開発段階にあり、
実際の鋳造トライへの適用事例は限られています。
現在は、客先にて耐久テストを実施していただいている段階であり、
耐摩耗性や寿命向上といった性能については、
今後さらに検証を進めていく必要があります。
5. 今後の展望
今後は、耐久テストの結果を踏まえながら、
純タングステンの適用可能性を評価し、実用化に向けた検証を進めていきます。
また、適用範囲の拡大に向けて、
より安定した造形条件の確立と品質向上に取り組み、
金型への新たな付加価値の提供を目指していきます。
6. まとめ
純タングステンのDED造形は、コストやリードタイム、接合課題の解決に向けた有望な技術です。
現在は検証段階ではありますが、今後の評価結果次第では、
金型分野における新たな選択肢となる可能性があります。
当社では引き続き、実用化に向けた技術開発を進めてまいります。