低圧鋳造法とは?
目次
1、低圧鋳造法とは?
低圧鋳造法とは、保持炉の上部に金型を設置し、保持炉と金型をストークで連結、 0.5kgf/cm^2程度の低圧空気を溶湯表面に吹き付け、
ストークを通して 溶湯を金型内に入れて鋳物を作る製法である。
2、低圧鋳造法の特徴
中子による中空形状が可能。
低速、低圧で鋳造するため気密性が高く ガスの巻き込みが無いため熱処理や溶接が可能。
熱処理ができるため高強度の鋳物ができる。
押し湯が無いため材料の歩留まりが良い。
3、低圧鋳造法の金型構造
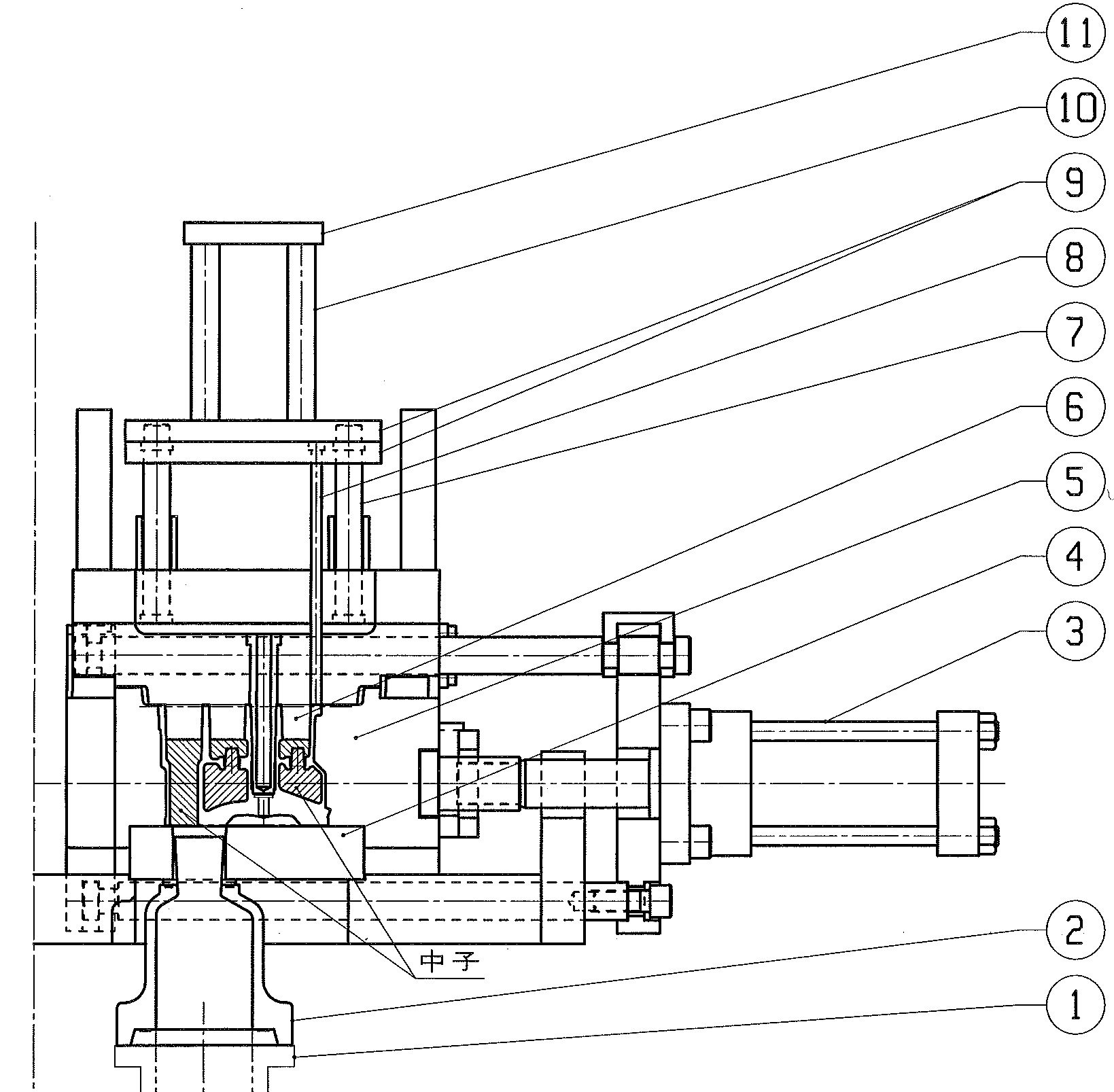
①メインストーク
②サブストーク
③サイド型開閉シリンダー
④下型
⑤サイド型
⑥上型
⑦リターンピン
⑧押出ピン
⑨押出板
⑩エジェクターロッド
⑪ストッパープレート
4、低圧鋳造法の鋳造工程
①金型清掃をする。(エアーブローなど)
②湯口にストレーナー(金網)をセットする。
③シェル中子を金型にセットする。
④サイド型を型締めする。
⑤上型を型締めする。
⑥注湯する。(溶湯温度:700℃位、鋳込圧:0.5kgf/cm^2位)
⑦加圧保持およびキュアリングを行う。
⑧サイド型の型開きをする。
⑨上型の型開きをする。
⑩押出し機構にて、製品を取出す。
①~⑩を1サイクルと呼び、1サイクル時間が量産数に影響します。
株式会社フジでは、この低圧鋳造法の鋳造型(LP型、Low pressure Die Casting) の設計・製作を得意としております。
お困りごとが御座いましたら、お気軽にお問い合わせください。